Стволы ружей и мушкетов вплоть до середины XIX в. делали из мягкого железа самым примитивным способом — кузнечной сваркой полосы в трубку на оправке. Низкая прочность железа и наличие сварного шва сильно ограничивали возможность повышения скорости пули и соответственно дальности и настильности стрельбы.

Среднеуглеродистая сталь по сравнению с мягким железом имеет гораздо лучшие механические характеристики, однако такая сталь плохо сваривается, да и сварной шов сведет на нет все преимущества стального ствола.
Глубокое сверление, успешно внедренное при производстве пушек еще в XVIII в., в случае ружейного ствола калибра 10-20 мм и длиной около метра является значительно более сложной задачей и требует высокоточных станков и специальных ружейных сверел с принудительной подачей смазывающе-охлаждающей жидкости.
Поэтому попаданцу, освоившему выплавку тигельной стали и желающему применить ее в стрелковом оружии, стоит обратить внимание на другой метод изготовления бесшовных стволов, впервые внедренный в Америке в 1840-х гг. Этот метод состоит в сверлении короткой заготовки и ее последущего вытягивания.
Для винтовочного или ружейного ствола достаточно заготовки диаметром 2 дюйма и длиной 9 дюймов. В заготовке сверлится отверстие диаметром 3/4 дюйма, это легко сделать сверлом типа пушечного. Просверленная заготовка нагревается в горне или печи, надевается на оправку и пропускается через 6-8 ручьев прокатных вальцов, с промежуточными нагревами и сменой оправки на более тонкую.

При этом заготовка вытягивается в 3-4 раза, а внутренний диаметр уменьшается примерно в 2 раза, причем на всю операцию требуется всего лишь несколько минут. После этого остается отрихтовать ствол, обработать разверткой и сделать отпуск для снятия напряжений.
При отсутствии вальцов ковку можно осуществить вручную или под механическим молотом, однако производительность при этом будет сильно ниже, в крайнем же случае сверление тоже можно заменить кузнечной прошивкой разогретой заготовки.
Производство бесшовных стволов привело к снижению брака, выявляемого пробной стрельбой увеличеным зарядом, с 20-30% (а порой и 50%, при неудачных партиях железа), обычных для заваренных из полосы стволов, до 1% и менее.
Кроме того, таким способом гораздо проще производить оружие уменьшенного калибра, 10-12 мм, со значительно лучшей баллистикой, чем нарезные мушкеты, переделанные из 15-20 мм гладкоствольных.
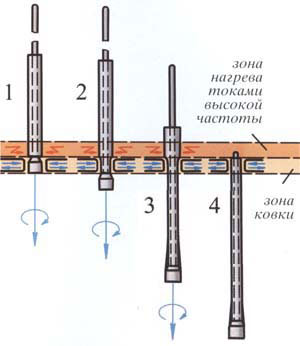
Подобный метод производства ружейных стволов сохранил свое значение до сих пор, особенно для недорогих охотничьих ружей, только просверленную заготовку теперь нагревают токами высокой частоты, а вместо прокатки применяют ротационную ковку двумя парами крестообразно расположенными быстроходными молотами.
{kind=link}
// gettyimages com
Я лично загружаю на дропбокс и заменяю домен на dl dropboxusercontent com. Бесплатно и лейблов не добавляет.
—
Я так подозреваю, вытягивание цементированного куска стали из-за неоднородностей приведет к разной степени вытягивания в разных местах?
А оправка просто стальная? Не прилипает за счет плохой свариваемости стали? А сколько она живет известно?
// на всю операцию требуется всего лишь несколько минут
Несколько минут это конечно круто. Такой маленький прокатный стан вообще мега вещь.
// сильно ограничивали возможность повышения скорости пули и соответственно дальности и настильности стрельбы
До середины 19го то и кроме черного порожа ничего не было. А им больше 450-500 м/с и так особо не постреляешь, а столько и старая Бесс давала.
//цементированного куска стали из-за неоднородностей//
Цементированную сталь собирали в пакет и проваривали под молотом или вальцами, затем повторяли этот процесс еше несколько раз, получая вполне однородный металл, который вполне сгодится и для ствола.
//А оправка просто стальная? Не прилипает за счет плохой свариваемости стали? А сколько она живет известно?//
Просто стальной гладкий стержень, такая же оправка использовалась и при изготовлении сварных стволов. Не приваривается потому, что нагрев заготовки под прокатку/ковку нужем меньший, чем под сварку, и флюс не добавляется.
//А им больше 450-500 м/с и так особо не постреляешь, а столько и старая Бесс давала//
Возможно, нечетко выразил. Один из основных факторов совершенствования оружие — это повышение поперечной нагрузки путем уменьшения калибра при сохранении массы заряда и пули. При этом, чтобы разогнать пулю до той же скорости, нужно существенно повысить давление в стволе. Например, .69 пуля той же Брун Бесс массой около 30 г разгонялась до 400 м/с зарядом пороха около 5 г, с пиковым давлением порядка 400-500 атм. Такой же заряд 5 г пороха разгонял .42 пулю берданки (она чуть легче, 25 г) до тех де 400-450 м/с, но давление в стволе при этом получалось значительно более высоким. Разница же в дальности и настильности стрельбы между бесс и берданкой колоссальная.
// Разница же в дальности и настильности стрельбы между бесс и берданкой колоссальная.
Из-за того что в Бесс шарик. Зарядить туда Минье и разница коллосальной уже не будет.
При том же калибре переход на удлинённую пулю (в т.ч. обжимаемую) подразумевает или повышение давления, или снижение скорости.
Кстати, и на ЧП и тем более хлоратах — вполне можно повышать давление и, соответственно скорость. В РИ ИМХО не делали именно из-за качества стволов.
У крупнокалиберного мушкета даже с пулей Минье отвратительная баллистика — пулю с достаточным удлинением не сделать для такого калибра.
Для Энфилда .577 и Спрингфилда .58 (пуля 32-35 г, заряд пороха всего 3.6-3.9 г, начальная скорость около 270м/с) зона поражения ростовой цели при установке прицела на 300 ярдов 100 ярдов (от 250 до 350, ближе пуля пролетит над головами, дальше — попадет в землю), при установке на 500 ярдов — всего 30 (!). Нарезной мушкет .70-.75 калибра будет еще хуже.
Швейцарский Feldstutzer 1851 — вот это оружие принципиально другого уровня. Калибр 10.5 мм, отличная настильность, высокая пробивная способность. Сначала стреляли пулями, обернутыми в просаленный пластырь (забивалась без молотка, как в пенсильванской винтовке), с 1854 применяли сжимающиеся (по типу Лоренца) или расширяющимися (типа Минье) пулями диаметром 10.11.
Вскоре всем стали очевидны преимущества уменьшенного до 45-50 калибра, правда, к этому времени казнозарядное оружие уже было на подходе.
https://capandball.com/the-model-1851-feldstutzer-and-its-impact-on-rifle-development-part-1/
//Дальнобойность и меткость винтовочных пуль были гораздо лучше круглых пуль из гладких ружей, но начальные скорости меньше начальных скоростей ружейных пуль. Так, круглая пуля французского ружья1, весящая 27 г, при заряде в 9 г, имела начальную скорость 450 м/с.
Пуля французской винтовки Тувенена, весящая 47,5 г, при заряде 4,5 г, имела начальную скорость только 312 м/с, а
пуля винтовки Минье, весящая 35 г, при заряде 5 г, имела начальную скорость все-
го 386 м/с. Появление на вооружении швейцарской винтовки 1850 г. показало,
что при уменьшении калибра винтовки можно получить начальную скорость в
400 м/с и больше, улучшить настильность
и дальность боя и облегчить вес патрона, последнее обстоятельство позволит
стрелку носить при себе больше патронов, не увеличивая общего веса носимых боевых припасов.//
//Осторожность, с которой крупные государства при перевооружении перехо-
дили на уменьшенный калибр, объясняется следующими причинами:
?? дороговизной изготовления стволов уменьшенного калибра, это было особенно заметно в технически отсталых государствах;
?? чувствительностью стволов уменьшенного калибра к потере кучности боя от износа канала в дульной части, чему особенно способствовала
система заряжания с дула при помощи шомпола;
?? ломкостью бумажных патронов уменьшенного калибра;
?? трудностью ухода за каналом ствола уменьшенного калибра, это неудобство было особенно чувствительно в системах, заряжаемых с дула.//
Цифры без сравнений с берданкой не о чем не говорят
Дистанция прямого выстрела у мушкета даже немного больше чем берданки (у меня для 1.7 метров получилось 375 м, берданка 350), понятно что шаром на таких дистанциях не попадешь из-за Магнуса, минье 270-300, — 15-20% не то чтобы ужас ужас.
На дистанции 460 метров — Бердан высота траектории 2.4 м
минье 4.5 https://mercersquare.wordpress.com/2014/03/27/minie-ball-and-its-parabolic-trajectory/
но на большие диcтанции все равно стреляют залпами по указаниям командира.
Откуда у вас такие данные для семилинейной пули из гладкоствола? Я встречал информацию лишь о ~200 шагах.
Для берданки в ЭСБЕ приводится 350 шагов (~250 метров) при прицеливании в середину роста человека, т.е. фактически по грудной мишени (для сравнения АКМ 350 метров, АК74 420 метров). В других источниках 390 м по пехоте и 500 по кавалерии.
//На дистанции 460 метров — Бердан высота траектории 2.4 м
минье 4.5 //
Вы считаете, что разница несущественна? Как раз наоборот. Открыв огонь по движущщейся на стрелка кавалерии с дистанции 500 метров из берданки, довольно высока вероятность поразить цель. Из нарезного мушкета — почти нулевая, значительная часть траектории пройдет даже над головами всадников, успевших переместиться на 100 метров.
В любом случае, имхо, разница баллистики 10-11 мм винтовок третьей четверти XIX в по сравнению с нарезными мушкетами более значительна, чем между теми же нарезными мушкетами и оружием наполеоновских войн.
https://www.popadancev.net/besshovnyj-ruzhejnyj-stvol/comment-page-1/#comment-162157
>понятно что шаром на таких дистанциях не попадешь из-за Магнуса,
хотел спросить, а насколько Магнус на самом деле мешает стрелять из гладкого на большие дистанции?
https://www.popadancev.net/minie_ball/#comment-156926
проблема что он накапливается. На первых 20-40 метрах доминирует болтание в стволе, но вклад Магнуса растет по квадрату.
Два вопроса:
1. Почему ссылки на этой же странице ведут на эту же страницу?
2. Почему Tor при попытке соединиться с https://www.popadancev.net заявляет «unable to connect to this site»? (С другими сайтами соединяется нормально.) Из каких «стран» должен быть доступен этот сайт?
пардон, шаги значит а не метры
> 350 шагов (~250 метров) при прицеливании в середину роста человека
кто в рост пишет, кто в середину — я считал в рост.
ЮЮ Откуда у вас такие данные для семилинейной пули из гладкоствола? Я встречал информацию лишь о ~200 шагах.
https://www.popadancev.net/forum/?mingleforumaction=viewtopic&t=56
Все равно получаем ~190 м
Distance: 0 Height 0.0 Speed 450
Distance: 20 Height 0.0 Speed 405
Distance: 40 Height 0.0 Speed 367
Distance: 60 Height 0.1 Speed 334
Distance: 80 Height 0.2 Speed 307
Distance: 100 Height 0.3 Speed 284
Distance: 120 Height 0.5 Speed 264
Distance: 140 Height 0.8 Speed 246
Distance: 160 Height 1.1 Speed 230
Distance: 180 Height 1.5 Speed 217
Distance: 200 Height 1.9 Speed 204
-это отклонение от прямой, удвоенная высота
Хм. Во вращающихся валах не видится чего то сильно сложного, насколько этот метод актуален для мечей в античности?
Вальцы вообще очень полезная штука, значительно более производительная, чем даже молот с механическим приводом.
Для вальцов нужен чугун.
Баллистические характеристики винтовок на дымном порохе с безоболочечными пулями
https://dl.dropboxusercontent.com/s/a270jq80trwg3ft/%D0%B2%D0%B8%D0%BD%D1%82%D0%BE%D0%B2%D0%BA%D0%B8%20%D1%81%20%D0%BF%D1%83%D0%BB%D0%B5%D0%B9%20%D0%B1%D0%B5%D0%B7%20%D0%BE%D0%B1%D0%BE%D0%BB%D0%BE%D1%87%D0%BA%D0%B8.png?dl=0
Вообще даже с бездымным не сразу поняли полезность острого носа пули и среза на донце.
Для дульнозярядной винтовки ни острый нос пули, ни сужение сзади не нужны, а скорее вредны.
Смысл в том, что для дымного порохаи свинцовой пули при калибре около 10 мм можно вполне получить 5 00-600 м/с
Что-же не нужны? Они работают на сверхзвуке — 500-600 вполне себе сверхзвук и даже самая дохлая минье выдавала сверхзвук.
У самой дохлой минье с 350-400 м/с сверхзвук только первые 100-200 метров.
Преимущества заостренного носа проявляются только при достаточной степени удлинения самой пули, в несколько калибров.
С пулями много экспериментировали, в том числе и заостренными.
Например, REPORTS OF EXPERIMENTS WITH SMALL ARMS FOR THE MILITARY SERVICE ,
BY OFFICERS OF THE ORDNANCE DEPARTMENT, U. S. ARMY.
WASHINGTON : A. 0. P. NICHOLSON , PUBLIC PRINTER . 1856
https://dl.dropboxusercontent.com/s/b91hfqi2q2tu6x8/%D0%BF%D1%83%D0%BB%D0%B8%20%D0%BC%D0%B8%D0%BD%D1%8C%D0%B5%201.png?dl=0
https://dl.dropboxusercontent.com/s/spfdvjb7naq3n8j/%D0%BF%D1%83%D0%BB%D0%B8%20%D0%BC%D0%B8%D0%BD%D1%8C%D0%B5%202.png?dl=0
https://dl.dropboxusercontent.com/s/zkvdraz0uiillqz/%D0%BF%D1%83%D0%BB%D0%B8%20%D0%BC%D0%B8%D0%BD%D1%8C%D0%B5%203.png?dl=0
К той же швейцарской винтовке сначала приняли остроконечные пули с пластырем, потом поменяли на закругленную типа Лоренца.
Без оболочки остроконечную пулю из мягкого свинца легко деформировать при транспортировке.
Сужение сзади же несовместимо с принципом расширяющейся пули.
А как будем рихтовать ствол?
О форме пули-снаряда — «Артиллерия» — Внуков
> Двадцать лет тому назад граната 75-миллиметровой французской пушки могла пролететь около 8,5 километра.
Но стоило только заострить ее головную часть, удлинить и скосить донную часть, как граната такого же веса стала лететь больше чем на 11 километров; простое изменение формы снаряда увеличило почти на одну треть дальность его полета
Влияние формы снаряда на аэродинамику очевидно, однако меня терзают смутные сомнения, что в этом конкретном случае одной формой не обошлось — скорей всего, порох тоже поменяли, с вьелевского одноосновного на что-то более энергетическое.
Применительно к винтовочному калибру преимущество острорылых/конусозадых пуль с высоким баллистическим коэффициентом тоже очевидно, но только при малом калибре и оболочечной пуле. Использовать такую форму в других условиях было бы попросту глупо.
> только при малом калибре
12.5 мм и 20 вполне себе юзают такую форму
> и оболочечной пуле.
Если пуля — с расширяющейся чашечкой то сзади скос сделать трудно.
Но для цельной в чем проблема? И в чем проблема острого конца?
Вторая половина 19го это увлечение повышением останавливающего действия. Боксер добавил пустоту в носу https://hbsa-uk.org/knowledge-and-research/articles/boxer-cartridge/ еще до появления оболочек
Другое дело что можно поспорить насколько это увлечение было разумным, но уж как минимум всегда найдутся ниши в которых хорошая аэродинамика однозначный плюс несмотря на небольшое уменьшение останавливающего действия — скажем для снайперов.
>>12.5 мм и 20 вполне себе юзают такую форму>>
А теперь посмотрите на массу 12.7 мм пуль крупнокалиберных пулеметов. В цельносвинцовом варианте еще больше будет, можно даже посчитать. Для слонобойки подойдет, для пехотной винтовки — нет. Это достаточно очевидно?
>>Но для цельной в чем проблема? И в чем проблема острого конца?>>
Удлиненный и заостренный носик из свинца, даже твердого, легко деформируется (от ударов, и даже от ускорения при выстреле), куда потом полетит такая пуля?
Опять же, пуля с большим удлинением требует более сильной стабилизации вращением, а крутизна нарезов под свинец достаточно ограничена.
>>Вторая половина 19го это увлечение повышением останавливающего действия.>>
С чего это вы взяли? Об останавливающем действии стали задумываться только в самом конце XIX в., с переходом на оболоченые пули 7-8 мм калибра, что вполне закономерно.
До этого сравнивали лишь сколько досок пробьет на разных дистанциях (чем больше, тем лучше), с экспансивностью это никак не вяжется.
>>Боксер добавил пустоту в носу>>
Там же четко написано, что полость была необходима для уменьшения массы пули.
>>скажем для снайперов>>
Хорошая аэродинамика не обязательно означает хорошую точность. Для примера посмотрите на пули для спортивной стрельбы — на дистанциях 100-300 м обычно используют пули с плоским задом.
Повторюсь, все это относится именно к обычным винтовкам и карабинам. Если взять, для примера, крепостные ружья, для них ситуация несколько другая будет.
> Там же четко написано, что полость была необходима для уменьшения массы пули.
Технологически было бы проще просто чуть расширить заднюю полость.
> superior to it in one respect – viz ., that the wounds inflicted by the hollow-headed bullet are much more severe than those inflicted by a solid-headed bullet.
Увеличить полость не так то и просто — утоньшать стенки нельзя, итак жаловались на легкую деформируемость юбки; удлинять вперед — чревато отрывом юбки при выстреле (с этим тоже были проблемы).
Поэтому полость сделана именно для облегчения пули, повышенная экспансивность всего лишь побочный эффект, причем вовсе не однозначно положительный (снижение пробивающей способности на больших дистанциях 500 м и более).
На останавливающее действие обычных пуль Энфилда/Спрингфилда не жаловались, во множестве источников времен войны севера и юга описывалось, какие ужасные увечья причиняли эти пули — без всякой полости в носу.
Когда перешли на пули типа Мартини-Генри, Бердана и им подобные, тоже проблем с останавливающим действием не наблюдалось, и никто никаких экспансивных полостей к этим пулям не стал добавлять. Если есть другая информация — интересно будет узнать.
Когда же приперло, в 1895 г в Думдуме просто удалили оболочку с носа, этого оказалось достаточно. Но у любой безоболочечной пули и так нос свинцовый (есть некоторые нюансы со скоростью, но давпйте не будем закапываться).
Оптимальная аэродинамическая форма для пули напрямую зависит от её скорости. До сих пор пистолетные патроны делают с полукруглой пулей. Не потому что не могут а потому что нафига?
12.7 заметнита своей дикой скоростью (12.7х99 aka .50 cal вообще разработали для борьбы с танками) а двадцатки бывают сильно разными.
Но если мы разгоняеем пулю до таких скоростей где острый нос начинает ролять то безоболочную пулю размажет по нарезам. Значит нужен томпак (ксати не так уж сложно это делать, я находил на юутубе видео где оболочные пули штамповали дома ручным прессом и с одним комплектом матри) и делать привычные нам 7.62.
Пистолетным патронам нужно хорошее останавливающее действие и с их прицельными дальностями аэродинамика почти не важна.
> безоболочную пулю размажет по нарезам.
Берданка палила на 440 м/с — далеко за сверхзвуком за 13 лет до первой оболочечной пули
Форма носа это далеко не основной, а возможно даже наименее важный фактор, определяющий останавливающее действие пистолетных и револьаерных пуль.
Пули делаются закругленными банально потому, что габарит патрона по длине ограничен.
Оживальная форма?
Стальные трубки, способные выдерживать давление в десятки и сотни атмосфер открывают возможность создания на основе их простого, но очень эффективного устройства — тепловой трубки.
Проблема подвода, или наоборот, отвода тепла, имеет очень важное значение для множества процессов. Однако даже лучшие проводники тепла, серебро и медь, зачастую не способны справиться с действительно мощными тепловыми потоками. Решение этой проблемы — использование фазовых переходов, сопровождающихся значительным теплоаыи эффектом.
Впервые тепловые трубки, используюшие этот подход, нашли применение в XIX в. в паровозных котлах и хлебных печах.
Принцип работы таких трубок очень прост — в закрытой трубе находится жидкость, испаряющаяся в области подвода тепла и конденсирующаяся с области отбора тепла. При этом сконденсировавшаяся на хододном конце жидкость возвращается обратно — в простейшем варианте за счет гравитации, в более продвинутом — по капиллярному фитилю. В итоге такая тепловая трубка обеспечивает перенос тепла в количествах, на порядки превыщаюшие теплопроводность меди или серебра такого же сечения.
При этом максимальная температура в трубке задается давлением, что значительно снижает риск перегрева.
Самый доступный и при этом наиболее эффективный теплоноситель для тепловых трубок — обыкновенная вода. Для нагревания выше 100 градусов необходомо поддерживать поаыщенное давление в трубке; если же требуется более низкая температура, используются вакуумированные тепловые трубки. Пожалуй, с последним вариантом знаком каждый, ведь такие трубки очень часто применяются в системе охлаждения процессоров компьютеров.
//Очень популярны бисквитные печи с трубками Перкинса; нагревание топочного пространства производится в них посредством герметически закрытых стальных трубок, наполненных на 1/3 жидкостью. Один конец этих трубок находится в топочном пространстве и непосредственно омывается горячими газами, благодаря чему внутри трубок образуется пар, обыкновенно до 90—100 atm давления и соответствующей температуре. Остальная часть трубок, имеющих небольшой уклон к топке, проходит над рабочим пространством и под ним, перпендикулярно к ходу цепей. Трубки эти обыкновенно применяются с внутренним диаметром в 24 мм при толщине стенок в 5,5 мм. По формуле
где Кz= 3 600 кг, w = 0,55 и di= 2,4 см, мы получим разрушающее трубку давление р = 1650 atm. Т. к. рабочее давление в трубках обычно не превышает 90—100 atm, то, следовательно, запас прочности в трубках очень большой, он обеспечивает трубки при перегреве печей и при перегреве топочных концов трубок, могущих иногда при неправильном уходе попасть в слой раскаленного угля. Против этих трубок, дающих весьма простой, совершенно безопасный и равномерно обогревающий рабочее пространство аппарат, возражать не приходится. Некоторые заводы за границей переходят к стандартным трубкам Перкинса с внутренним диаметром в 25 мм и толщиной стенок в 5 мм.//
История тепловых трубок
https://www.amsenergy.com/heat-pipe-technology-history/
Сварные стволы
Как хорошо известно, вплоть до середины XIX в большая часть ружейных и винтовочных стволов производилась кузнечной сваркой из железной полосы.
В самом примитивном варианте заварку трубок осуществляли на обычной наковальне, с помощью ручных молотов. Края железной полосы утончали, свертывали внахлёст и, нагревая небольшой участок до белого каления, сваривали на стержне-оправке. Поскольку железо часто поставлялось в небольших кусках, иногда приходилось сваривать ствол из двух-трёх коротких заготовок.
Конечно, при таком способе производительность была весьма низкой, и один кузнец с несколькими подмастерьями мог сделать не более 2-3 стволов в день. Единственным же методом контроля была пробная стрельба двойным или тройным зарядом пороха, и это испытание часто не проходило до половины заготовок.
В ростом численности армий в конце XVIII в операцию заварки усовершенствовали. Полосы-заготовки теперь приковывали под быстроходным механическим молотом, а стволы заваривали на специальной наковальне, снабжённой полукруглой выемкой. Теперь один мастер мог делать пять, а иногда и больше стволов в день.
В начале же XIX в в Англии для заварки железных стволов применили вальцы. При этом полоса пудлингового железа сначала сворачивалась, а затем, после нагрева до максимальной температуры, сваривалась в цельную трубку, также с использованием оправки. Теперь одна бригада могла делать десятки стволов в день, и при том лучшего качества, чем вручную. Например, стволы для знаменитого нарезного мушкета «Энфилд 1853» производили именно так.
Стволы из дамаска
Недостаточная прочность сварных стволов объясняется не столько наличием сварного шва — в хорошо заваренном стволе шов практически не различим, — сколько самой природой сварочного железа, состоящего из вытянутых в одном направлении волокон, по сути образуя множество швов. При этом возникает сильная анизотропия свойств, свойства металла поперёк волокон становятся сильно ниже, чем вдоль. А поскольку наибольшие напряжения при выстреле действовали как раз в направлении наименьшей прочности металла, стенки ствола приходилось делать очень толстыми.
Для решения этой проблемы использовали торсирование, то есть скручивание нагретой ствольной трубки вдоль оси (подобным способом оружейники Конфедерации, лишённые доступа к стали, упрочняли железные барабаны револьверов во время Гражданской войны в США https://www.popadancev.net/kaznozaryadnoe-oruzhie-ne-dlya-nas/comment-page-1/#comment-167906).
Более популярным оказался иной метод, при котором заготовку в виде узкой полосы наматывали на оправку по спирали, а затем сваривали. В итоге, за счёт изменения направления волокон металла, при том же калибре и заряде оказалось возможно делать гораздо более лёгкие стволы, пригодные, например, для производства двухствольных ружей.
Кроме большей прочности, после травления стволы обычно имели достаточно красивый узор, особенно в том случае, если исходную полосу получали сваркой отдельных фрагментов металла (так называемые дамасковые стволы, лучшим материалом для которых считались подковные гвозди, делавшиеся из очень мягкого железа). При этом, как очевидно любому человеку, хотя бы поверхностно знакомому с материаловедением, прочность и вязкость дамасковым стволам давала именно структура расположения волокон, а не мифическая комбинация слоёв стали и железа (углерод при температурах сварки очень быстро диффундирует, и его содержание уравнивается; узор же дают шлаковые включения и неоднородность содержания других примесных элементов https://www.popadancev.net/cementaciya-zheleza/#comment-167565)
Ружья с дамасковыми стволами, в первую очередь охотничьи двустволки, производились в огромных количествах в XIX в в Бирмингеме и Льеже. Даже с появлением крупных оружейных фабрик многие ружья, в том числе и высочайшего качества, производились вплоть до начала XX в по сути кустарными способами, практически без использования станков. Дамасковые стволы, и стволы спиральной навивки в целом плохо подходили для нарезного оружия, но для дробовиков — очень хорошо.
Однако с появлением в конце XIX в нитропорохов, требовавших более прочного ствольного материала, производство дамасковых стволов сильно сократилось. Тем не менее, в Льеже последние производства таких стволов закрылись лишь во время Первой мировой войны.
Сварные трубы
Метод сварки железной полосы в цельную трубку оказался полезен не только для производства мушкетов и ружей.
Именно таким способом производили первые газовые трубы для освещения в начале XIX в. Сначала трубы сваривали вручную на наковальне, но таким способом, конечно, сложно было изготовить достаточное количество труб для активно строившихся осветительных сетей.
Поэтому в 1820-х годах сварку труб стали производить на вальцах; поскольку требования к прочности были гораздо ниже, чем для ружейных стволов, сварку делали встык и с неподвижной оправкой, что существенно упрощало и ускоряло производство.
Однако в 1825 году Корнелиус Уайтхаус изобретел ещё более простой и производительный метод. Полосу железа нагревали до сварочного жара и, захватив клещами с цепным приводом (как при протяжке проволоки) протаскивали через воронкообразную фильеру. При этом края сворачивались и сваривались встык, а сама труба вытягивалась, давая более длинные отрезки труб.
В целом, этот же метод применяют для производства водопроводных и газовых труб небольшого диаметра и сейчас, только вместо сварочного железа используют низкоуглеродистую сталь, а нагрев заготовки производят непосредственно перед фильерой с помощью газового пламени или электрического тока — сопротивлением или токами высокой частоты. Вместо клещей труба протягивается вальцами, которые заодно калибруют её. Это даёт возможность производить очень длинные трубы непрерывным способом. Сваренные таким образом трубы легко отличить по выступающему шву (так называемому грату) с внутренней стороны. Впрочем, в некоторых случаях этот грат срезают специальным длинным резцом, закреплённым на длинной штанге со стороны подачи полосы стали.
В середине XIX в большое количество железных труб понадобилось для производства дымогарных котлов. Поскольку при этом требовалась большая прочность, чем для газовых и водопроводных труб, пришлось вернуться к сварке внахлёст, с помощью вальцов и оправки.
Если говорить о прочности сварных труб, то хорошо сваренная железная труба (даже сваренная вручную, по типу мушкетного ствола) могла выдерживать несколько сотен атмосфер давления. Сваренные протяжкой трубы, конечно, менее прочны, но тем не менее, тоже способны выдерживать давления в десятки атмосфер.
Эффект Маннесмана
Сверление и последующая прокатка — достаточно затратный способ изготовления бесшовных труб, и поэтому его применение было весьма ограничено. Однако в конце XIX в был открыт поистине революционный метод.
Открыт этот метод был братьями Маннесман, работавшими на фабрике своего отца инженерами. Они попробовали применить для производства стальных шариков метод обкатки в горячем виде. При этом получалась хорошая ровная поверхность, но каждый шарик имел дефектную полость внутри.
Братья поняли потенциал своего открытия, и вскоре разработали метод прошивки цилиндрических заготовок с помощью вальцов.
Эффект, который обнаружили братья Маннесман, весьма прост, но при этом контринтуитивн.
Если прокатывать цилиндрическую заготовку между вальцами под достаточно большим усилием, заготовка деформируется и принимает эллиптическое сечение. При этом помимо сжимающих напряжений, вызываемых давлением вальцов, возникают растягивающие напряжения в ортогональном направлении, проходящие через центр. При вращении вектор этих напряжений постоянно меняется, центральная область принимает постоянно чередующиеся сжимающие и растягивающие напряжения, и при определённой нагрузке происходит разрыв материала ровно в центре.
Чтобы использовать этот эффект на практике, вальцы располагают под небольшим углом, и таким образом заготовка получает не только вращение, но и медленное поступательное движение.
А в точку образования разрыва вводят заостренную оправку (дорн), которая, во-первых, не даёт разрыву уйти от центра, а во вторых, служит для расширения отверстия и утончения стенок за счёт прокатки вальцами.
https://upload.wikimedia.org/wikipedia/commons/6/64/%D0%91%D0%A1%D0%AD1._%D0%9C%D0%B0%D0%BD%D0%BD%D0%B5%D1%81%D0%BC%D0%B0%D0%BD%D0%B0_%D0%BF%D1%80%D0%BE%D1%86%D0%B5%D1%81%D1%81_1.jpg
В итоге получается толстостенная гильза, которая далее прокатывается специальными фигурными вальцами (пилигримовым станом; такое название дано потому, что прокатка идёт небольшими участками, и заготовка движется вперёд и назад, «шаг назад и два шага вперед»).
https://upload.wikimedia.org/wikipedia/commons/c/ce/%D0%91%D0%A1%D0%AD1._%D0%9C%D0%B0%D0%BD%D0%BD%D0%B5%D1%81%D0%BC%D0%B0%D0%BD%D0%B0_%D0%BF%D1%80%D0%BE%D1%86%D0%B5%D1%81%D1%81_2.jpg
На Всемирной выставке в Чикаго в 1893 г новый метод прокатки труб вызвал настоящий фурор, и, например, Эдисон высказывал огромное восхищение им, назвав это изобретение самым смелым и грандиозным механическим решением, которое ему довелось видеть.
Сейчас так прокатывают бесшовные трубы самых разных размеров из углеродистых и легированных сталей, титана, алюминиевых сплавов и т.д. для использования в авиации, нефтедобыче, химической промышленности и многих других отраслях. После дополнительной холодной протяжки такие трубы имеют высокую прочность и жёсткость, и были незаменимы в раннем (да и современном) производстве велосипедов, автомобилестроении и авиации.
Конечно, современные прокатные станы, быстро прошивающие заготовки крупных размеров, требуют весьма мощных двигателей в сотни и тысячи киловатт, но, возможно, небольшой стан Маннесмана можно было бы привести в действие и от водяного колеса. В небольших установках для снижения трения дорн обычно делается вращающимся.